Югары ныклыктагы конструкцияле махсуслаштырылган 6 дюймлы 8 дюймлы кайнар җәелгән корыч H балкасы





ПРОДУКТ ҖИТЕШТЕРҮ ПРОЦЕСЫ
Тышкы стандарт H-формасындагы корыч җитештерү процессы гадәттә түбәндәге төп адымнарны үз эченә ала:
Чимал әзерләү: H-формасындагы корыч җитештерү өчен чимал гадәттә корыч запчасть була. Корыч запчастьны чистартырга һәм җылытырга кирәк, аннары эшкәртү һәм формалаштыру өчен.
Кайнар прокатлау: Алдан җылытылган корыч запчасть эшкәртү өчен кайнар прокатлау станына җибәрелә. Кайнар прокатлау станында корыч запчасть берничә ролик ярдәмендә прокатлана һәм әкренләп H-формасындагы корычның кисемтә формасына китерелә.
Салкын эшкәртү (ихтыярый): Кайбер очракларда, H-формасындагы корычның төгәллеген һәм өслек сыйфатын яхшырту өчен, кайнар рәвештә җәелгән H-формасындагы корыч шулай ук салкын эшкәртеләчәк, мәсәлән, салкын җәю, тарту һ.б.
Кисү һәм эшкәртү: Прокатлау һәм салкын эшкәртүдән соң, H-формасындагы корычны клиент таләпләренә туры китереп кисәргә һәм эшкәртүгә кирәк, бу билгеле бер зурлык һәм озынлык таләпләрен канәгатьләндерер өчен кирәк.
Өслек эшкәртү: Продукциянең өслек сыйфатын һәм коррозиягә чыдамлыгын тәэмин итү өчен H-формасындагы корычны чиста һәм дат басуга каршы эшкәртү.
Тикшерү һәм төргәкләү: Җитештерелгән H-формасындагы корычның сыйфатын тикшерү, шул исәптән тышкы кыяфәт сыйфатын, үлчәм төгәллеген, механик үзлекләрен һ.б. тикшерү. Сынауны уңышлы узганнан соң, ул төреләчәк һәм клиентка җибәрергә әзер булачак.

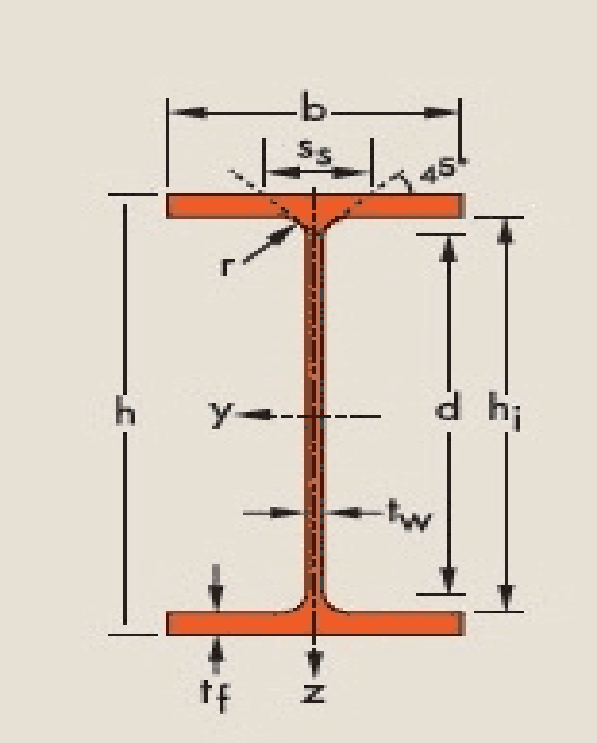
ПРОДУКТ ЗУРЛЫГЫ
| Билгеләнеш | Унт Авырлык кг/м) | Стандарт бүлек үлчәм mm | Секцияле Ама (см² | |||||
| W | H | B | 1 | 2 | r | A | ||
| HE28 | AA | 61.3 | 264.0 | 280.0 | 7.0 | 10.0 | 24.0 | 78.02 |
| A | 76.4 | 270.0 | 280.0 | 80 | 13.0 | 24.0 | 97.26 | |
| B | 103 | 280.0 | 280.0 | 10.5 | 18.0 | 24.0 | 131.4 | |
| M | 189 | 310.0 | 288.0 | 18.5 | 33.0 | 24.0 | 240.2 | |
| HE300 | AA | 69.8 | 283.0 | 300.0 | 7.5 | 10.5 | 27.0 | 88.91 |
| A | 88.3 | 200.0 | 300.0 | 85 | 14.0 | 27.0 | 112.5 | |
| B | 117 | 300.0 | 300.0 | 11.0 | 19.0 | 27.0 | 149.1 | |
| M | 238 | 340.0 | 310.0 | 21.0 | 39.0 | 27.0 | 303.1 | |
| HE320 | AA | 74.3 | 301.0 | 300.0 | 80 | 11.0 | 27.0 | 94.58 |
| A | 97.7 | 310.0 | 300.0 | 9.0 | 15.5 | 27.0 | 124.4 | |
| B | 127 | 320.0 | 300.0 | 11.5 | 20.5 | 27.0 | 161.3 | |
| M | 245 | 359.0 | 309.0 | 21.0 | 40.0 | 27.0 | 312.0 | |
| HE340 | AA | 78.9 | 320.0 | 300.0 | 85 | 11.5 | 27.0 | 100.5 |
| A | 105 | 330.0 | 300.0 | 9.5 | 16.5 | 27.0 | 133.5 | |
| B | 134 | 340.0 | 300.0 | 12.0 | 21.5 | 27.0 | 170.9 | |
| M | 248 | 377.0 | 309.0 | 21.0 | 40.0 | 27.0 | 315.8 | |
| HE360 | AA | 83.7 | 339.0 | 300.0 | 9.0 | t2.0 | 27.0 | 106.6 |
| A | 112 | 350.0 | 300.0 | 10.0 | 17.5 | 27.0 | 142.8 | |
| B | 142 | 360.0 | 300.0 | 12.5 | 22.5 | 27.0 | 180.6 | |
| M | 250 | 395.0 | 308.0 | 21.0 | 40.0 | 27.0 | 318.8 | |
| HE400 | AA | 92.4 | 3780 | 300.0 | 9.5 | 13.0 | 27.0 | 117.7 |
| A | 125 | 390.0 | 300.0 | 11.0 | 19.0 | 27.0 | 159.0 | |
| B | 155 | 400.0 | 300.0 | 13.5 | 24.0 | 27.0 | 197.8 | |
| M | 256 | 4320 | 307.0 | 21.0 | 40.0 | 27.0 | 325.8 | |
| HE450 | AA | 99.8 | 425.0 | 300.0 | 10.0 | 13.5 | 27.0 | 127.1 |
| A | 140 | 440.0 | 300.0 | 11.5 | 21.0 | 27.0 | 178.0 | |
| B | 171 | 450.0 | 300.0 | 14.0 | 26.0 | 27.0 | 218.0 | |
| M | 263 | 4780 | 307.0 | 21.0 | 40.0 | 27.0 | 335.4 | |
| Билгеләнеш | Берәмлек Авырлык кг/м) | Стандарт секция Димерсия (мм) | Секция Мәйдан (см²) | |||||
| W | H | B | 1 | 2 | r | А | ||
| HE50 | AA | 107 | 472.0 | 300.0 | 10.5 | 14.0 | 27.0 | 136.9 |
| A | 155 | 490.0 | 300.0 | t2.0 | 23.0 | 27.0 | 197.5 | |
| B | 187 | 500.0 | 300.0 | 14.5 | 28.0 | 27.0 | 238.6 | |
| M | 270 | 524.0 | 306.0 | 21.0 | 40.0 | 27.0 | 344.3 | |
| HE550 | AA | t20 | 522.0 | 300.0 | 11.5 | 15.0 | 27.0 | 152.8 |
| A | 166 | 540.0 | 300.0 | t2.5 | 24.0 | 27.0 | 211.8 | |
| B | 199 | 550.0 | 300.0 | 15.0 | 29.0 | 27.0 | 254.1 | |
| M | 278 | 572.0 | 306.0 | 21.0 | 40.0 | 27.0 | 354.4 | |
| HE60 | AA | t29 | 571.0 | 300.0 | t2.0 | 15.5 | 27.0 | 164.1 |
| A | 178 | 500.0 | 300.0 | 13.0 | 25.0 | 27.0 | 226.5 | |
| B | 212 | 600.0 | 300.0 | 15.5 | 30.0 | 27.0 | 270.0 | |
| M | 286 | 620.0 | 305.0 | 21.0 | 40.0 | 27.0 | 363.7 | |
| HE650 | AA | 138 | 620.0 | 300.0 | t2.5 | 16.0 | 27.0 | 175.8 |
| A | 190 | 640.0 | 300.0 | t3.5 | 26.0 | 27.0 | 241.6 | |
| B | 225 | 660.0 | 300.0 | 16.0 | 31.0 | 27.0 | 286.3 | |
| M | 293 | 668.0 | 305.0 | 21.0 | 40.0 | 27.0 | 373.7 | |
| HE700 | AA | 150 | 670.0 | 300.0 | 13.0 | 17.0 | 27.0 | 190.9 |
| A | 204 | 600.0 | 300.0 | 14.5 | 27.0 | 27.0 | 260.5 | |
| B | 241 | 700.0 | 300.0 | 17.0 | 32.0 | 27.0 | 306.4 | |
| M | 301 | 716.0 | 304.0 | 21.0 | 40.0 | 27.0 | 383.0 | |
| HE800 | AA | 172 | 770.0 | 300.0 | 14.0 | 18.0 | 30.0 | 218.5 |
| A | 224 | 790.0 | 300.0 | 15.0 | 28.0 | 30.0 | 285.8 | |
| B | 262 | 800.0 | 300.0 | 17.5 | 33.0 | 30.0 | 334.2 | |
| M | 317 | 814.0 | 303.0 | 21.0 | 40.0 | 30.0 | 404.3 | |
| HE800 | AA | 198 | 870.0 | 300.0 | 15.0 | 20.0 | 30.0 | 252.2 |
| A | 252 | 800.0 | 300.0 | 16.0 | 30.0 | 30.0 | 320.5 | |
| B | 291 | 900.0 | 300.0 | 18.5 | 35.0 | 30.0 | 371.3 | |
| M | 333 | 910.0 | 302.0 | 21.0 | 40.0 | 30.0 | 423.6 | |
| HEB1000 | AA | 222 | 970.0 | 300.0 | 16.0 | 21.0 | 30.0 | 282.2 |
| A | 272 | 0.0 | 300.0 | 16.5 | 31.0 | 30.0 | 346.8 | |
| B | 314 | 1000.0 | 300.0 | 19.0 | 36.0 | 30.0 | 400.0 | |
| M | 349 | 1008 | 302.0 | 21.0 | 40.0 | 30.0 | 444.2 | |
EНью-Гэмпшир-Формалы корыч
Дәрәҗәсе: EN10034:1997 EN10163-3:2004 ел
Спецификация: HEA HEB һәм HEM
Стандарт: EN
ҮЗЕНЧӘЛЕКЛӘР
1. Бик яхшы механик үзлекләр
Көчле бөгелүгә каршы торучанлык: Зур кисемтә инерция моменты (Ix) булган киң һәм калын фланецлар I-нурларын сизелерлек узып китә (шул ук авырлыкта 30%-50% югарырак).
Бик яхшы кысу тотрыклылыгы: Фланцлар челтәргә перпендикуляр урнашкан, шуңа күрә югары җирле бөгелү өчен критик көчәнеш барлыкка килә, бу аларны багана терәге өчен яраклы итә.
Балансланган ике күчәрле катылык: X һәм Y күчәрләренең инерция моментлары охшаш (мәсәлән, HM тибында), бу исә ян көчкә каршы торуның бик яхшы булуына китерә.
2. Җиңел һәм экономик яктан отышлы
Югары ныклык-авырлык нисбәте: гадәти I-нурларга караганда 15%-20% җиңелрәк, шул ук йөк күтәрүчәнлек өчен (конструкция йөкләмәләрен һәм нигез чыгымнарын киметә).
Материалларны экономияләү: Югары кисемтә нәтиҗәлелеге корыч куллануны киметә (мәсәлән, 30 метрлы завод бинасы өчен H-формасындагы балкалар бетон балкаларга караганда 40% ка кимрәк корыч куллана).
3. Уңайлы һәм нәтиҗәле төзелеш
Җиңел болтлар белән беркетү: Яссы фланец өслеге югары ныклыктагы болтлар белән беркетүне җиңеләйтә.
Азрак эретеп ябыштыру: Стандартлаштырылган компонентлар заводта алдан әзерләнә, бу урында тизрәк җыю мөмкинлеге бирә (төзелеш вакытын 30% ка киметә).
4. Югары стандартлаштырылган кисемтә спецификацияләре
Милли стандарт (GB/T 11263): HW (киң фланец), HM (урта фланец) һәм HN (тар фланец) серияләре, 100×100 дән 1000×300 мм га кадәр зурлыкларны үз эченә ала.
Америка стандарты (ASTM A36): W сериясе (мәсәлән, W12×30) гомум кабул ителгән.
ПРОДУКТНЫ ТИКШЕРҮ
H-формасындагы корыч тикшерү таләпләре, нигездә, түбәндәге аспектларны үз эченә ала:
Өслек кимчелекләре
Рөхсәт ителми:
0,3 мм дан артык тирәнлектәге ярыклар, җөйләр яки җыерчыклар;
Ныклыкка тәэсир итүче дат чокырлары (дивар калынлыгының 5% тан артык тирәнлеге);
Цинк каплавын аеру (коррозиягә чыдам модельләр өчен).
Рөхсәт ителгән кечкенә җитешсезлекләр:
Җирле сыдырылулар ≤ 0,2 мм тирәнлектә;
Чүпрәк мәйданы ≤ 1 см²/м².

ПРОДУКТ КУЛЛАНЫЛУЫ
Тышкы стандарт H-нурлар төзелеш һәм инженерия өлкәләрендә киң кулланыла, шул исәптән түбәндәге аспектлар белән генә чикләнмичә:
Конструкция инженериясе, күперләр инженериясе, машина төзелеше, суднолар төзү, корыч конструкцияләр төзелеше,

ТӨРҮ ҺӘМ ҖИБӘРҮ
Тышкы стандарт H-нурларын төргәкләү һәм ташу гадәттә түбәндәге адымнарны үтәүне таләп итә:
Упаковка: H-формасындагы корыч гадәттә клиент таләпләренә туры китереп, өслеген зыяннан саклау өчен төрелә. Гадәти упаковка ысулларына ялангач упаковка, агач паллет упаковкасы, пластик упаковка һ.б. керә. Упаковка ясаганда, H-формасындагы корычның өслеге тырналмаган яки коррозияләнмәгән булуын тәэмин итәргә кирәк.
Ярлыклау: Идентификацияләүне һәм идарә итүне җиңеләйтү өчен, төргәктә продукт турында ачык мәгълүматны, мәсәлән, модель, спецификация, сан һ.б. билгеләгез.
Йөкләү: Төргәкләнгән H-формасындагы корычны төягәндә һәм ташыганда, продуктка зыян килмәсен өчен, йөкләү процессында бәрелешләр яки экструзияләр булмавын тәэмин итәргә кирәк.
Транспорт: Йөк машиналары, тимер юл транспорты кебек тиешле транспорт чараларын сайлагыз, һәм клиент таләпләренә һәм транспорт ераклыгына карап, тиешле транспорт ысулын сайлагыз.
Йөкне бушату: Билгеләнгән урынга барып җиткәннән соң, H-формасындагы корычның зарарлануын булдырмас өчен, бушату операциясен бик игътибарлы башкарырга кирәк.
Саклау: Н-формасындагы корычны коры һәм җилләтелгән складта саклагыз, дым яки башка тискәре йогынтылардан сакланыгыз.

КОМПАНИЯ КӨЧЕ

еш бирелә торган сораулар
1. Сездән ничек бәя алырга мөмкин?
Сез безгә хәбәр калдыра аласыз, һәм без һәр хәбәргә вакытында җавап бирербез.
2. Сез товарларны вакытында китерәсезме?
Әйе, без иң югары сыйфатлы продуктлар һәм вакытында китерүне вәгъдә итәбез. Намуслылык - безнең компаниянең принцибы.
3. Заказ бирү алдыннан үрнәкләр ала аламмы?
Әйе, әлбәттә. Гадәттә безнең үрнәкләр бушлай, без сезнең үрнәкләрегез яки техник рәсемнәрегез буенча җитештерә алабыз.
4. Түләү шартлары нинди?
Гадәттәге түләү вакыты - 30% алдан түләү, ә калганы B/L. EXW, FOB, CFR, CIF.
5. Сез өченче як тикшерүен кабул итәсезме?
Әйе, без, әлбәттә, кабул итәбез.
6. Сезнең компаниягә ничек ышанабыз?
Без күп еллар дәвамында корыч бизнесында алтын белән тәэмин итүче буларак махсуслашабыз, штаб-фатирыбыз Тяньцзинь провинциясендә урнашкан, теләсә нинди ысул белән тикшерергә рәхим итегез.
Продукт категорияләре
-

Кытай гальванизацияләнгән торба трубкасы квадрат углерод корыч ...
-

Күп размерлы заказ буенча эшләнгән Q235B41*41*1.5мм гальванизацияләнгән ...
-

ASTM A283 маркалы йомшак углеродлы корыч пластина / 6 мм T ...
-

Кытай завод бәясе SGCC Z90 Z120 Z180 Dx51d GI...
-

Югары сыйфатлы Q345B 200*150 мм углеродлы корыч белән эретеп ябыштырылган ...
-

H нурлы ASTM A36 A992 Кайнар прокат белән эретеп ябыштыру Univers...